- Conformado superplástico (SPF)
-
El conformado superplástico es un método de fabricación basado en el comportamiento extremadamente dúctil de ciertos materiales que permite obtener formas casi acabadas mediante su deformación plástica.
Introducción
 gráfico tensión-deformación (σ/ε)
gráfico tensión-deformación (σ/ε)
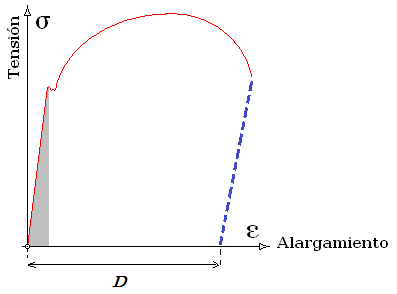
El término superplasticidad se define como la propiedad que posee un material policristalino de deformarse mucho antes de llegar a romper. Dicho de otra forma, un material con una zona de deformación plástica grande, esto quiere decir que con esfuerzos pequeños (σ baja) se pueden consiguen grandes deformaciones (ε grande), es decir un material superplástico es un material con gran ductilidad.
En un gráfico tensión-deformación (σ/ε) estos materiales presentan una curva como la que se puede ver en el gráfico adjunto; la zona lineal es la zona elástica, donde el material recuperaría su forma original si se dejara de aplicar la tensión (zona sombreada). La zona curva es la zona plástica de deformación, cuanto mayor sea esta zona, mayor será la D (ductilidad).
Para poder realizar un proceso de SPF se requiere que el material tenga una estructura cristalina (metales y cerámicas) y que sus átomos no sean excesivamente grandes. De este modo se favorecen las dislocaciones en los planos reticulares que son la base de la deformación plástica.
Procedimiento
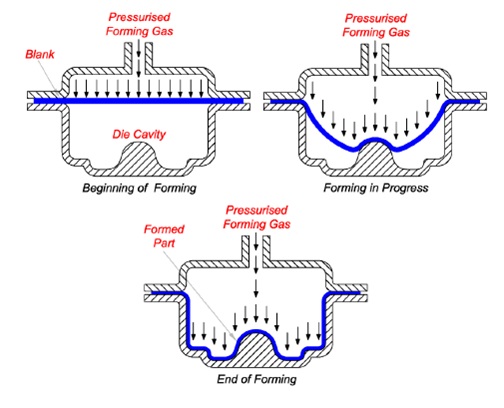
 Esquema del proceso de conformado superplástico
Esquema del proceso de conformado superplástico Pieza obtenida mediante SPF
Pieza obtenida mediante SPFLa técnica del conformado superplástico (Superplastic Forming, SPF) es un proceso de conformado de formas casi acabadas. Una de sus ventajas es que que requiere de una sola matriz superficial, en lugar de las dos matrices que se utilizan normalmente en las operaciones de conformado de chapa metálica.
Como todo proceso de conformado, sigue 4 sencillos pasos: adecuación previa, dimensionado, estabilización de dimensiones y tratamientos adicionales.
En el conformado superplástico se trabaja a partir de una pieza prefabricada sólida: una lámina. Uno de los factores más importantes a tener en cuenta durante el proceso es la temperatura. Todos los materiales tienen una temperatura de recristalización que dirime dos zonas de comportamiento según se trabaje por encima o por debajo de ella. La temperatura de recristalización depende de varios factores: tamaño de grano, cantidad de trabajo en frío realizado en la pieza y la existencia de posibles impurezas en la red cristalina. Deberemos controlar que nuestro proceso siempre se lleva a cabo por encima de dicha temperatura, ya que sinó se corre el riesgo de que la pieza final tenga muchos defectos lineales y sea menos resistente. Normalmente fijaremos la temperatura del proceso en un valor de 0.5 a 0.6 veces la temperatura de fusión del material, que suele ser suficiente para las aleaciones mas usadas con este proceso de conformado. En cualquier caso, a una temperatura mayor, mejor es el resultado ya que la deformación plástica es más fácil de obtener.
Una vez la cavidad de la matriz esta a la temperatura deseada, la lámina de material se introduce dentro de ella. Gracias a la inyeccion de gas a presión, la lámina empieza a deformarse hasta que adopta la forma de la matriz. Podemos ver el esquema del proceso en la figura. Para que el proceso sea satisfactorio se requiere controlar la velocidad de deformación, que suele estar en el rango de 1x10-5 a 1x10-1 s-1. La velocidad debe ser lenta ya que así se favorece la movilidad de las dislocaciones en los planos reticulares.
Una vez la lámina ha adoptado la forma de la matriz, se deja enfriar hasta una temperatura cercana a la del ambiente para que las dimensiones de la pieza se estabilicen y entonces se puede retirar la matriz y la pieza final a la que se le puede someter algun proceso final adicional para mejorar alguna de sus prestaciones.
En general, la principal ventaja del SPF es que se pueden obtener formas muy complejas y casi acabadas; por contra se trata de un proceso lento en comparación con el resto de procesos de conformado como pueden ser el trefilado o la forja, lo que supone una producción más reducida de piezas.
Referencias
- Caballé Rodríguez, Iván. Diseño y puesta a punto de un sistema de conformación por extrusión en canal angular para obtención de materiales metálicos con grano ultrafino. Tesis de Máster, Departamento de Ciencia de los Materiales e Ingeniería Metalúrgica,Universidad Politécnica de Cataluña, 2005.

Wikimedia foundation. 2010.