- Soldadura por combustión (autógena)
-
La soldadura por combustión (autógena) es un procedimiento de soldadura homogénea. Esta soldadura realiza llevando hasta la temperatura de fusión de los bordes de la pieza a unir mediante el calor que produce la llama oxiacetilénica que se produce en la combustión de un gas combustible mezclando lo con gas carburante (temperatura próxima a 3055 °C).
Se trata de un proceso de soldadura con fusión, normalmente con aporte de material metálico. Es posible soldar casi cualquier metal de uso industrial: cobre y sus aleaciones, magnesio y sus aleaciones, aluminio y sus aleaciones, así como aceros al carbono, aleados e inoxidables.
Aunque actualmente ha sido desplazada casi por completo por la soldadura por arco, ya que uno de los problemas que plantea la soldadura oxiacetilénica son las impurezas que introduce en el baño de fusión además de baja productividad y difícil automatización.
Contenido
Equipo de soldadura[1]
 Equipo de soldado por combustion.
Equipo de soldado por combustion.
Una ventaja es que el equipo de soldadura oxiacetilénica es barato y fácil de transportar. Su función principal es suministrar la mezcla de gases a una velocidad, presión y proporción adecuadas. El equipo está compuesto por:
-
- Botella de acetileno.
- Botella de oxígeno.
- Válvulas de seguridad o antirretroceso.
- Mangueras.
- Manoreductores.
- Soplete
- Accesorios (encendedores, escariadores).
A continuación vamos explicar cada uno de los componentes anteriormente explicados:
Acetileno
 Botella acetileneo.
Botella acetileneo.Es el gas consumible. Es un gas incoloro, mas ligero que el aire y altamente inflamable.
Las botellas de acetileno se cargan a 15 bares a una temperatura de 15 °C. Estas botellas son paredes gruesas.
Las materias primas que se utilizan para su fabricación son el carburo de calcio y el agua. Se obtiene por reacción del carburo con el agua , el gas que se obtiene es el acetileno, que tiene un olor particular, que proviene sobre todo de la presencia de hidrógeno fosforado.
El acetileno explota si se comprime, para almacenarlo se disuelve en acetona y se guarda en botellas rellenas de una sustancia esponjosa.
Para su identificación se pinta de color rojo las botellas y en su parte superior se pinta de color marrón.
La presión de servicio no deberá superar 1 bar y la velocidad de salida no deberá ser mayor de 7 m/s.
PRECAUCIÓN: El acetileno es explosivo en contacto con plata, mercurio o aleaciones con mas de un 70 % de cobre, por lo que las tuberías no deberían ser de ninguno de estos materiales.
Oxígeno
 Botella oxigeno.
Botella oxigeno.Es un gas inodoro, incoloro e insípido y es el gas carburante para soldadura oxiacetilénica. Se extrae industrialmente del aire o del agua. No es un gas inflamable pero inicia y mantiene la combustión de materiales combustibles por lo que se deberá almacenar cerca de los gases combustibles.
Se suele suministrar en botellas a 200 kgr. aunque actualmente se suministran en botellas de menores dimensiones.
La ojiva se pinta de color blanco con las letras OX en negro y el cuerpo es de color negro.
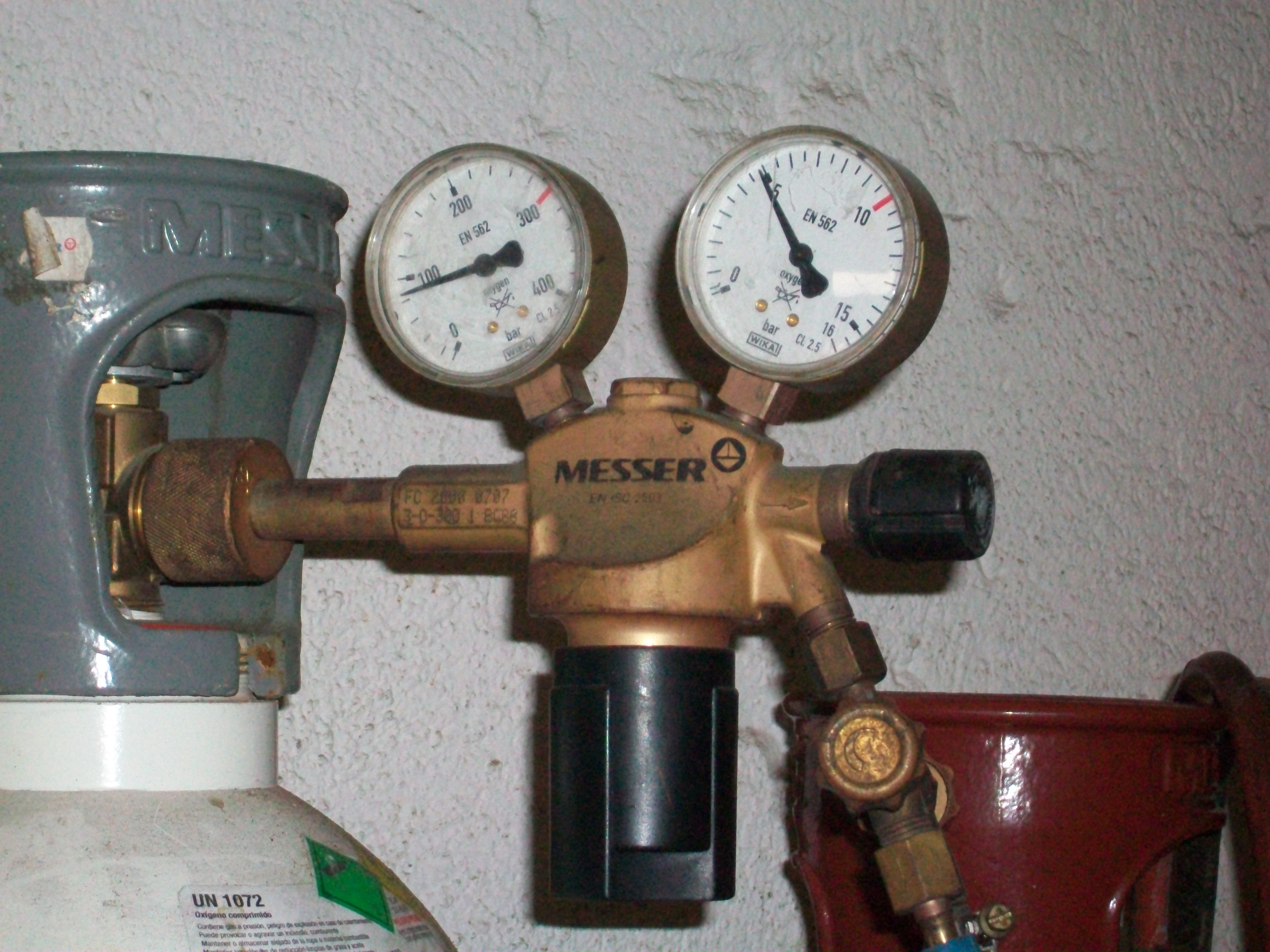
Manorreductores
 Manorreductor acetileno (color rojo).
Manorreductor acetileno (color rojo). Manorreductor oxigeno.
Manorreductor oxigeno.
Son los dispositivos que se instalan en los grifos de las botellas de oxigeno y acetileno. Su objetivo es suministrar gas a presión constante sin depender de la progresiva variación que existe en el interior de la botella.La regulación de la presión se efectuá por la abertura y cierre de una aguja obturadora. El mecanismo de abertura y cierre esta compuesto por una membrana flexible y dos muelles. A través de un tornillo de expansión el operario puede regular la presión de trabajo
Soplete
 Soplete.
Soplete.
Son dispositivos destinados a mezclar los gases para mezclar su perfecta combustión. El soplete tiene en la parte central el dispositivo mezclador de gases, dentro del cual y por medio de unas llaves se regula la cantidad de uno y otro gas que se necesitan para conseguir la llama deseada. Dicha mezcla fluye hasta la boquilla de salida a través de un tubo acodado denominado lanza.Todos los sopletes tienen en su parte posterior las tomas donde van conectadas las mangueras, para evitar errores , la entrada de oxigeno lleva las letras OX y es de rosca a derecha y el acetileno lleva las letras AC y es de rosca a izquierda.
Están equipados con un juego de boquillas calibradas que se identifican por la numeración que tiene marcada. A mayor numeración mayor diámetro de salida y por tanto mayor caudal de gases.
Válvulas de seguridad
Son los mecanismos situados entre el soplete y las botellas, su misión es evitar que las llamas puedan introducirse en las mangueras.
Están compuestas por un tubo poroso, por el que se desplaza en su interior un embolo que en posición de reposo se encuentra obstruyendo el paso de gas, debido a la presión de un muelle que se encuentra en el lado opuesto a su desplazamiento.
Son dos los mecanismos de seguridad que han de estar en perfecto estado de funcionamiento y que habrán que cambiarse con cierto periodo
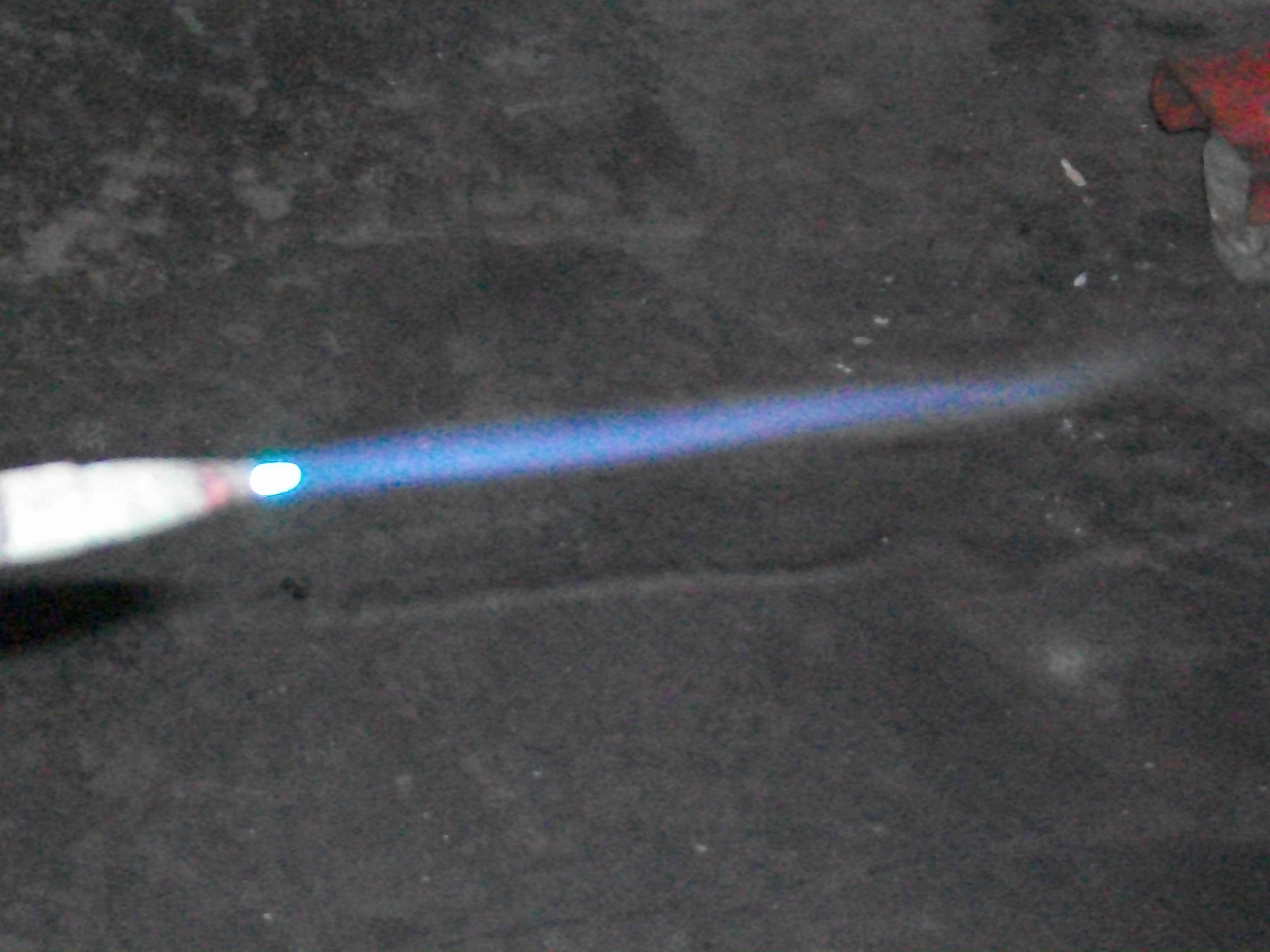
La llama oxiacetilénica
Zonas de la llama[2]
 Forma de la llama.
Forma de la llama.Es importante a la hora de realizar el proceso controlar las características de la llama, pueden distinguirse 3 zonas bien diferenciadas en la llama que dependeran de la composicion de oxigeno- acetileno:
Dardo
Es la primera zona situada inmediatamente a la salida de la boquilla, caracterizada por ser una zona cónica, brillante, en su extremo final se alcanza la mayor temperatura.
Zona reductora
Zona que se encuentra alrededor del dardo, de color azul, y atmósfera reductora. Descompone los óxidos metálicos, purificando la soldadura. La temperatura va descendiendo a medida que se aleja del dardo.
Penacho
Zona exterior rosada (mas amplia que las anteriores) donde se produce la combustión secundaria. Esta zona es oxidante y rica en nitrógeno, evita que el oxígeno atmosférico entre en contacto con los metales caliente evitando su oxidación.
Carácter de la llama[3]
Dependiendo la mezcla de oxigeno-acetileno podemos distinguir 3 tipos de llamas:
Oxidante
Exceso de oxígeno. El dardo presenta un color azul y corto.El penacho es casi inexistente ya que los gases se queman por completo. Empleado para soldadura de cobre y sus aleaciones, asi como descarburante en la soldadura de aceros.
Neutra
La relación acetileno-oxígeno es 1:1. El dardo está bien definido y presenta un aspecto entre blanco y verde. El penacho es sombreado. Es la más utilizada.
Carburante
Exceso de acetileno. Posee una combustión irregular, penacho alargado y blanco. Este tipo de llama, reduce los óxidos del acero y carbura el metal de aporte en el proceso. Indicado para bronces, latones y soldar aceros sin material de aporte.
Fundentes
Son sustancias con importantes funciones en este tipo de soldadura, los fundentes se aplican a las piezas a unir para deshacer los óxidos superficiales y formar una película protectora para evitar la oxidación durante el proceso. El calentamiento de la superficie de un metal acelera la formación de óxidos, que son el resultado de una reacción química entre el metal caliente y el oxígeno del aire.
Los trabajos que desempeña un fundente son:
Fundir y llegar a estar activo por debajo del punto de fusión del material de aporte. Ser capaz de disolver y eliminar los óxidos de la superficie del metal, además de proteger las superficies de los metales base de nuevas oxidaciones. Al suprimirse los productos de oxidación permite que el material de aporte moje con mayor eficacia el material base.
Debe permanecer activo a la temperatura de soldeo y durante el tiempo suficiente como para permitir que la operación de soldadura pueda ser llevada a cabo adecuadamente
La mayoría se presentan en disolución acuosa y estado pastoso.
Pueden agruparse en 3 tipos:
- 1.Para materiales férreos: mezclas con bases de bórax, bicarbonato sódico, sílice y sosa.
- 2.Para cobre y sus aleaciones: mezclas con bases de bórax, ácido bórico, cloruros y fosfato sódico.
- 3.Para aluminio y sus aleaciones: mezclas con bases de sulfato sódico, cloruros de sodio, de potasio, de magnesio, fluoruros de potasio y sodio.
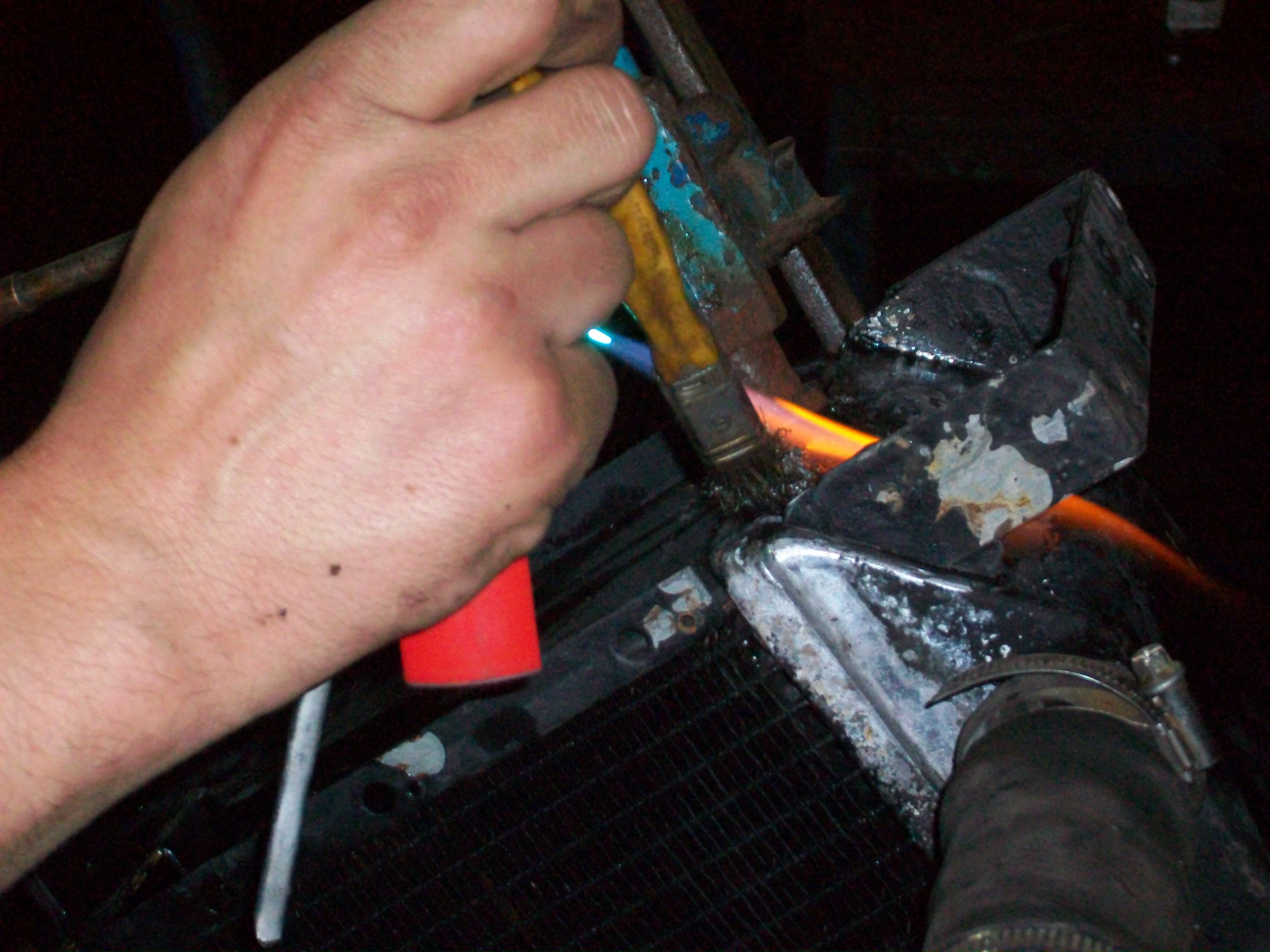
Proceso de soldadura
 Calentamiento de la pieza mediante la llama.
Calentamiento de la pieza mediante la llama. limpieza de las piezas aunir.
limpieza de las piezas aunir. Material aportacion y fundente.
Material aportacion y fundente. proceso de soldado.
proceso de soldado. soldado con material de aportacion.
soldado con material de aportacion.
El trabajo con estos equipos exige una serie de cuidados y precauciones que se relacionan a continuación:- 1. Abrir y cerrar con suavidad las dos llaves de paso para eliminar la dureza de apertura.
- 2. Colocar la boquilla que corresponda al espesor de las piezas a soldar.
- 3. Abrir los grifos de las botellas.
- 4. Regular los manorreductores, mediante los tronillos de expansión, para obtener una presión de 0.3 a 0.5 para el acetileno y 1.5 a 2 bar para el oxigeno.
- 5. Abrir un poco el grifo del oxigeno y regular con poco caudal.
- 6. Abrir el grifo de acetileno e inflamar los gases empleando una llama piloto.
- 7. Regular el caudal de acetileno y oxigeno para conseguir la llama deseada.
- 8. Una vez encendida y regulada la llama oxiacetilénica hay que acercar la boquilla en la zona de soldadura, manteniendo de 3 a 5 mm de distancia entre el dardo y la pieza a soldar.
La soldadura fuerte de los aceros inoxidables, requiere de una llama ligeramente reductora o casi neutra con el fin de reducir la oxidación en las superficies de los materiales base durante el calentamiento. Para evitar el sobrecalentamiento o inclusive la fusión del metal base, se utilizará la zona exterior de la llama y no las zonas cercanas al cono interno o dardo, manteniendo el soplete en continuo movimiento para evitar puntos calientes.
Las piezas que forman la unión deben ser calentadas uniformemente para que alcancen la temperatura de soldeo al mismo tiempo, la antorcha debe estar en continuo movimiento para evitar sobrecalentamiento.
Al tratar de soldar dos piezas con diferentes secciones o distintas conductividad, siempre recibirá mayor aporte energético, la de mayor espesor o la de mayor conductividad, simplemente debido a que esta última disipará el calor más rápidamente. En cualquier caso, la mejor manera de comprobar la homogeneidad del calentamiento, radica en observar que los cambios que sufre el fundente se realizan de manera uniforme independientes de las secciones o conductividad de las superficies a soldar.
El fundente también actúa como un indicador de temperatura. Cuando el fundente alcanza la temperatura adecuada para realizar el brazing, se muestra claro, transparente y fluye sobre la unión como agua líquida. Es en este momento, cuando se debería aplicar el material de aporte tocando con la varilla en la boca de la unión y continuando con el suministro de calor de manera indirecta. En algunas situaciones sucede que el fundente esta líquido pero el material base no esta listo para fundir la aleación, las temperaturas de fundente y material de aporte no están acordes, necesitando el conjunto mayor calor, en estos casos existe riesgo de que el fundente se sature antes y deje de actuar.
Debido a que el material fundido tiende a fluir hacia las zonas más calientes, la superficie exterior estará algo más caliente que la interior, por lo que el material tiene que ser aplicado exactamente en la unión.
De lo contrario no fluirá por la unión, tendiendo a formar un recubrimiento en la pieza. Es una buena práctica calentar el lado opuesto del suministro de material de aporte.
Por otro lado, si se trata de conseguir la temperatura de brazing fundiendo el metal de aporte directamente bajo la llama, la acción capilar no va a acontecer, en su lugar el material de aporte se acumulará de nuevo en la superficie. El calentamiento continuado en un intento de hacerlo fluir, va originar la alteración de la composición del material de aporte con el riesgo de liberar humos que pueden llegar a ser tóxicos.
El calor aplicado en la pieza es el que hará fundir al material de aporte y no el del soplete directamente sobre él.
Una vez que la soldadura se ha completado, el calor debe ser retirado para evitar daños metalúrgicos en el material y porosidad en el material de aporte.
Métodos de soldadura[4]
Soldadura a la izquierda o hacia delante
Es el método mas utilizado para chapas de hasta 6 mm de espesor. Los inconvenientes que presenta este método que es lento el volumen de gases que consumen es alto. La varilla va delante, formando un angulo de 60º-70º respecto a la superficie de material y la inclinación de la varilla estará entre 45º y 60º.
Soldadura a derecha
Se utiliza en chapas de entre 6 y 15 mm. Se realiza de izquierda a derecha , la varilla avanza por detrás de la llama, facilitando el relleno de la junta,c obteniéndose un recocido del cordón que mejora la resistencia mecánica.
Soldadura en angulo interior
La soldadura se realiza directamente sobre el angulo formado por los bordes de las piezas a unir, el soplete se mueve de forma circular con una inclinación de unos 45º. La boquilla debe separase algo mas de la plancha vertical que de la horizontal.
Soldadura en angulo exterior
La soldadura se realiza directamente sobre el angulo formado por los bordes de las piezas a unir. El soplete se desplaza de derecha a izquierda para piezas menores de 6 mm, al contrario para piezas de mayor espesor.
Soldadura en cornisa
Se realiza sobre una chapa que esta en una posición vertical y el cordón se realiza de forma paralela al suelo. La boquilla del soplete debe inclinarse hacia arriba unos 60º para que el chorro de los gases sostenga el baño de fusión mientras se solidifica.
Soldadura ascendente
se realiza en chapas en disposición vertical y el cordón se ejecuta de forma perpendicular al suelo. La llama se desplaza de abajo hacia arriba con una inclinación de unos 30º respecto al horizontal, para que el chorro de gases sostenga el baño de fusión.
Otras técnicas utilizables
Van a describir brevemente las siguientes:
Soldadura de latón
Se encuentra en aplicación en los trabajos de reparación de carrocerías para obturar taladros, unir elementos y para unir metales de distinta naturaleza. Como material de aportación se utiliza una aleación de cobre y cinc. Se suelda con una llama con exceso de oxigeno.
Soldadura con estaño
Se utiliza para soldar uniones eléctricas y como material de relleno para recargar chapas y obtener buen acabado.
El oxicorte
Se trata de un procedimiento de corte, consiste en calentar el material hasta que adquiera un rojo vivo y se quema rápidamente en el oxigeno. En ese momento el metal se quema, separándose y propagándose rápidamente la combustión a todo el espesor de la chapa.
Incidencias mas habituales
-
- Desregulación de la llama.
- Chasquido seco, con proyección del metal de soldadura en fusión.
- Chasquidos secos repetidos parpadeo de la llama.
- Chasquido seco con extinción.
- Inflamación de una fuga de gas
- Dardo irregular.
Normas de seguridad u uso[5]
Seguridad de uso
-
- Evitar golpes en la maquina.
- No utilizar herramientas que no sean apropiadas para manipularla.
- Nunca montar ni desmontar la boquilla en caliente.
- No engrasar los manorreductores.
- Nunca utilizar una manguera que haya sido utilizada por otro gas.
- Realizar los empalmes según diga el fabricante.
- Vigilar el salto de las chispas las proyecciones de material fundido.
Seguridad personal
Para la ejecución de esta soldadura es recomendable utilizar la siguiente protección:
-
- Guantes.
- Gafas de seguridad.
- Polainas.
- Delantal.
- Carreta (protección facial).
Véase también
- Soldadura por arco
- Fundente
- Oxigeno
- Acetileno
- Equipos de protección
Referencias
- ↑ Martin, Jose (2002). Tecnicas de mecanizado. España: Thomson Paranimfo.
- ↑ Serrano, Julio (2005). Proceso de conformado de arranque de viruta y soldadura de metales. Castellon: uji.
- ↑ Serrano, Julio (2005). Proceso de conformado de arranque de viruta y soldadura de metales. Castellon: uji.
- ↑ Martin, Jose (2002). Tecnicas de mecanizado. España: Thomson Paranimfo.
- ↑ Martin, Jose (2002). Tecnicas de mecanizado. España: Thomson Paranimfo.
Bibliografía
- www.es.airliquide.com
- www.monografias.com
- www.systemcover.com
- Enciclopedia Salvat
- Tecnología mecánica: Procesos de conformado con arranque de viruta y soldadura de metales
-









Wikimedia foundation. 2010.